








Hoạt động đơn giản


Đo lường kết quả hiệu quả
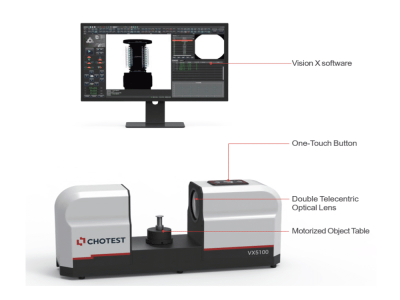
Dòng VX được trang bị ống kính quang học viễn tâm kép với độ sâu trường ảnh cao và trường nhìn rộng.
Độ sâu trường ảnh cao:
Đo chính xác trên toàn bộ độ sâu trường ảnh sau một lần tập trung.
Trường nhìn lớn:
Đo lường tất cả các tính năng của tất cả các đối tượng trong trường của xem trong vài giây.

Loại bỏ lỗi do con người tạo ra
Khí cụ truyền thống
Các thao tác như “Lấy nét”, “chọn vị trí”, “căn chỉnh cạnh” của những người khác nhau sẽ tạo ra các kết quả khác nhau.
Dòng VX
- Tự động lấy nét
- Nhận dạng vị trí tự động
- Tự động trích xuất cạnh
Ống kính quang học chuyên dụng

Ống kính bình thường

Ống kính chuyên dụng của chúng tôi
Hình ảnh rõ ràng ngay cả khi có giai đoạn
Được trang bị ống kính quang học có độ sâu cao và khả năng lấy nét tự động, máy đo flash chỉ cần lấy nét vào đối tượng được kiểm tra một lần. Ngay cả khi có sự thay đổi về chiều cao, hình ảnh vẫn rõ ràng.

Ống kính bình thường

Ống kính chuyên dụng của chúng tôi
Luôn có kích thước thật ngay cả khi có giai đoạn
Với ống kính quang học viễn tâm kép, kích thước của các vật thể trong ảnh luôn chân thực và chính xác, ngay cả những đặc điểm nằm ở rìa trường nhìn.

Ống kính bình thường

Ống kính chuyên dụng của chúng tôi
Không bị biến dạng trong toàn bộ trường nhìn
Nhờ ống kính quang học viễn tâm kép có độ sâu trường ảnh cao và độ phân giải cao, hình ảnh gần như không bị biến dạng trong toàn bộ trường nhìn. Kết quả kiểm tra luôn giống nhau ở mọi vị trí của bảng đối tượng.

Ống kính bình thường

Ống kính chuyên dụng của chúng tôi
Xử lý pixel phụ của các cạnh
Với các thuật toán nội suy bậc cao và khớp số, phần mềm có thể thực hiện xử lý pixel phụ của các cạnh.
GIAO DIỆN PHẦN MỀM

Dung sai hình học
Độ thẳng, độ tròn, độ đồng tâm, tính đối xứng, dung sai vị trí, độ song song, độ vuông góc, dung sai biên dạng, v.v.
Chế độ CNC
Sửa đổi chương trình CNC bất cứ lúc nào cũng như thêm bớt các tính năng OK hoặc NG được kết luận theo dung sai trong chương trình CNC.
Tự động
Chỉ cần chọn tính năng đo, sau khi đặt phôi, có thể nhận được kết quả đo nhanh chóng bằng một phím.
Hệ tọa độ
Có thể tạo hệ tọa độ theo hệ tọa độ Point-line, Line-line, dịch & xoay tọa độ, cũng như tạo hệ tọa độ đa điểm.
Những công cụ đặc biệt
Góc tròn, Đường viền, Ren, Khe, Chu vi, Khoảng cách bước, Độ dày, Vát, Lò xo, Bánh răng, Miếng đệm kín, diện tích, Góc bước, Chiều rộng ranh giới.


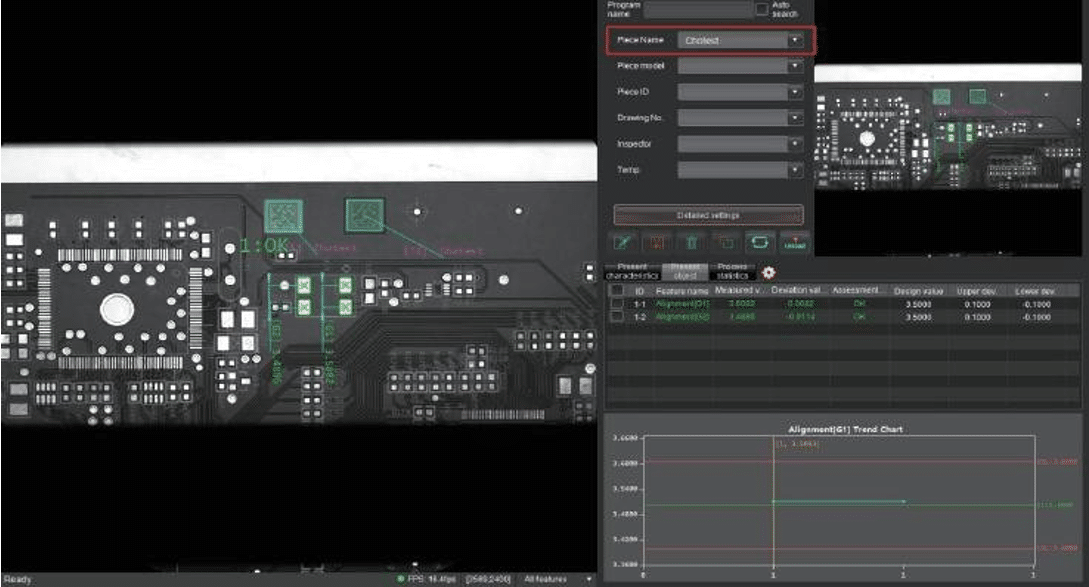
Phân tích thống kê
VisionX cung cấp khoảng 80 loại công cụ trích xuất và phân tích. Có [Giá trị thống kê], [Biểu đồ xu hướng], [Biểu đồ] và [Danh sách dữ liệu] trong giao diện phân tích thống kê.
Tự động ghi và tìm kiếm

Giá trị thống kê

Dữ liệu được lập bảng
Kết quả đo và thông tin thống kê chính của nó (ví dụ: giá trị trung bình, σ, 3σ, 6σ, Ca, Cp, Cpk.etc) sẽ được tự động ghi lại và lưu lại. Người vận hành có thể tìm kiếm hồ sơ theo các điều kiện khác nhau.
Kiểm soát quy trình sản xuất và cải thiện chất lượng sản phẩm

Biểu đồ xu hướng theo dõi những bất thường của thiết bị sản xuất và quy trình sản xuất bằng cách thường xuyên thay đổi xu hướng của các giá trị đo được. Chẳng hạn như sự thay đổi đơn điệu và định kỳ của các giá trị đo được.

Biểu đồ phản ánh sự biến động và phân bổ chất lượng sản phẩm, đồng thời truyền tải thông tin về chất lượng quy trình, thông tin này có thể được sử dụng để đánh giá và dự đoán chất lượng sản phẩm cũng như tỷ lệ không đủ tiêu chuẩn.
Nguồn sáng

Nhập DXF
Dữ liệu đo lường có thể được lấy từ bản vẽ CAD. Ngay cả khi đối tượng thử nghiệm không có sẵn về mặt vật lý, bạn vẫn có thể tạo các chương trình đo lường một cách nhanh chóng. Hệ thống có thể tự động gán các tính năng và kích thước từ bản vẽ DXF cho mẫu, bao gồm cả kích thước bề mặt.

Quản lý người dùng
Các tài khoản có thể được định nghĩa là quản trị viên hoặc nhà điều hành và quyền người dùng của tài khoản nhà điều hành có thể bị hạn chế theo yêu cầu.

Nhận dạng mã QR
Mã QR trên mẫu có thể được định nghĩa là thông tin kiểm tra.

Giá trị QR được phần mềm nhận dạng có thể được lưu dưới dạng thông tin kiểm tra theo cài đặt trước trong quá trình đo CNC.
Mâm cặp quay
Mâm cặp quay có thể xoay 360 °. Thật thuận tiện để đo các kích thước trong các phần khác nhau theo góc quay do người vận hành chỉ định. Nó là một giải pháp lý tưởng để đo tất cả các loại bộ phận hình trụ, chẳng hạn như trục, v.v.

Đầu dò chiều cao
Nó là một đầu dò đồng tiêu ánh sáng trắng, và có thể được sử dụng để đo độ dày, chênh lệch chiều cao, độ phẳng, song song, v.v. Hơn nữa, đầu dò này có thể quét bề mặt mẫu liên tục.
Máy quét mã vạch
Giá trị mã vạch được đọc bởi Máy quét có thể được lưu dưới dạng thông tin kiểm tra hoặc được sử dụng để tìm kiếm chương trình theo định nghĩa của nhà điều hành.


Chương trình kết hợp
Kết hợp Wide F.O.V. và High Precision F.O.V. : Chế độ Wide F.O.V. cho phép đo hiệu quả cho kích thước lớn. Chế độ F.O.V. có độ chính xác cao tập trung vào kích thước nhỏ của đối tượng thử nghiệm, đảm bảo độ chính xác.

Phần mềm có thể kết hợp hai chương trình với các chế độ xem đo lường khác nhau của đối tượng thử nghiệm dưới dạng Conjoint. Trong quá trình đo CNC, hai chương trình con có thể được thực hiện tuần tự trên các chế độ xem khác nhau, sau đó tất cả dữ liệu có thể được tạo thành một bản ghi đo duy nhất để dễ dàng quản lý và thống kê dữ liệu.

Chú thích thông minh
Công cụ này có thể chú thích khoảng cách giữa hai điểm hoặc hai đường, khoảng cách trung tâm giữa hai vòng tròn, khoảng cách tối đa hoặc khoảng cách tối thiểu hoặc khoảng cách trung tâm giữa đường thẳng và vòng tròn, v.v.

Hồ sơ mức độ
Công cụ này có ba phương pháp đánh giá: Không có tham chiếu (chỉ đánh giá lỗi hình dạng), Tham chiếu đơn, Nhiều tham chiếu.

Nhiều chú thích: Nhiều độ hồ sơ có thể được chú thích trong một chương trình duy nhất. Không cần thiết lập hệ tọa độ: Chỉ cần nhập tham chiếu vào bản vẽ. Đo độ hồ sơ trong các hệ tọa độ khác nhau có thể đạt được trong một chương trình duy nhất.
Nhiều loại: Đánh giá mức độ hồ sơ bằng cách quét toàn bộ đường viền; Hoặc đánh giá mức độ hồ sơ bằng cách đo điểm với chỉ định các giá trị tọa độ.

Mức độ vị trí
Nó có thể đo cả mức độ vị trí điểm và mức độ vị trí dòng. Đánh giá có thể được thực hiện bởi tọa độ XY trong hệ tọa độ Cartesian hoặc bán kính &góc trong hệ tọa độ cực.

Đo vị trí cố định
Đo vị trí cố định giúp loại bỏ quá trình khớp và các đối tượng được thử nghiệm cần được đặt ở cùng một vị trí. Trong quá trình đo CNC, chỉ có hình ảnh của các khu vực đo được chụp, nâng cao đáng kể hiệu quả đo.
Ngay cả đối với các mẫu có biến dạng đáng kể, chẳng hạn như con dấu cao su, phép đo CNC tự động có thể đạt được thông qua phép đo vị trí cố định


Tự động loại bỏ
Tự động loại bỏ các điểm bất thường để loại bỏ sự can thiệp của các gờ cạnh và trích xuất các tính năng một cách chính xác.


Ngay cả khi ranh giới không liên tục, hệ thống có thể loại bỏ nhiễu từ các tính năng gần đó. Cài đặt phức tạp không bắt buộc vì hệ thống tự động loại bỏ các điểm bất thường.


Các cung ở cả hai đầu của một đường thẳng cũng có thể được tự động loại trừ
Phương pháp đánh giá
Dung sai tiêu chuẩn
Đánh giá các giá trị đo được so với giá trị thiết kế đã cho và dung sai trên / dưới được chỉ định trên bản vẽ.

Cấp dung sai
Chia dung sai thành nhiều cấp theo phạm vi độ lệch. Đánh giá cấp mẫu dựa trên giá trị đo thực tế; Nếu kích thước của mẫu không cùng loại, mẫu này không đủ tiêu chuẩn. Phân loại mẫu thành các lớp khác nhau tạo điều kiện lắp ráp và giảm chất thải.


Tỷ lệ dung sai
Chia dung sai thành nhiều cấp theo tỷ lệ phần trăm dung sai. Đánh giá cấp của mẫu dựa trên giá trị đo thực tế, vì vậy nó có thể được sử dụng để cảnh báo trước trạng thái của thiết bị xử lý.

Kích thước quan trọng
Mẫu chỉ đủ điều kiện bởi Kích thước tới hạn được chỉ định bởi người vận hành.


Dữ liệu
Báo cáo thử nghiệm có thể được tạo đơn giản và nhanh chóng, chẳng hạn như PDF, WORD, EXCEL, CSV và TXT.
Thống kê quy trình
Tự động tính toán Cp và Cpk. Biểu đồ xu hướng hoặc biểu đồ thời gian thực hiển thị các xu hướng và thay đổi chất lượng trong quá trình đo.
Báo cáo Excel tùy chỉnh
Dữ liệu đo lường và hình ảnh kiểm tra tương ứng và thông tin kiểm tra được tự động xuất sang mẫu Excel được chỉ định trong thời gian thực.
- Nhập và xuất bản ghi đo lường Định dạng báo cáo khác nhau trong PDF, Excel, csv.
- Hỗ trợ báo cáo do người dùng xác định
- Mẫu
- Xuất và in báo cáo nhanh chóng
- Bằng một phím
- Hỗ trợ xuất đo lường
- Dữ liệu được chỉ định
- Excel / csv tự động vào
- Thời gian thực
| Khách hàng | LOT No | ||
| Tên bộ phận | Vật liệu | ||
| Phần số. | Spec. |
| Số lô. | Item | Đo được | Giá trị gốc | Giới hạn trên | Giới hạn dưới | Inspector | Ngày |
| D8X62723-E75-P-N-1 | L① | 2.513 | 2.5 | 0.2 | -0.2 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | L② | 2.512 | 2.5 | 0.2 | -0.2 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | L③ | 2.511 | 2.5 | 0.2 | -0.2 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | L④ | 2.508 | 2.5 | 0.2 | -0.2 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | L⑤ | 2.509 | 2.5 | 0.2 | -0.2 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | L⑥ | 2.511 | 2.5 | 0.2 | -0.2 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | L⑦ | 2.513 | 2.5 | 0.2 | -0.2 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | L⑧ | 2.512 | 2.5 | 0.2 | -0.2 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | L⑨ | 2.509 | 2.5 | 0.2 | -0.2 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | W① | 1.999 | 2 | 0.3 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | W② | 1.997 | 2 | 0.3 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | W③ | 1.998 | 2 | 0.3 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | W④ | 1.997 | 2 | 0.3 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | W⑤ | 1.997 | 2 | 0.3 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | W⑥ | 1.999 | 2 | 0.3 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | W⑦ | 1.996 | 2 | 0.3 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | W⑧ | 1.999 | 2 | 0.3 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | W⑨ | 1.997 | 2 | 0.3 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | H① | 0.901 | 0.9 | 0.1 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | H② | 0.904 | 0.9 | 0.1 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | H③ | 0.904 | 0.9 | 0.1 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | H④ | 0.903 | 0.9 | 0.1 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | H⑤ | 0.902 | 0.9 | 0.1 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | H⑥ | 0.905 | 0.9 | 0.1 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | H⑦ | 0.901 | 0.9 | 0.1 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | H⑧ | 0.903 | 0.9 | 0.1 | -0.1 | Crane | 09.20 |
| D8X62723-E75-P-N-1 | H⑨ | 0.901 | 0.9 | 0.1 | -0.1 | Crane | 09.20 |
TCP
Dữ liệu đo được truyền đến hệ thống MES của khách hàng thông qua socket hoặc giao thức HTTP theo thời gian thực.
VisionX cũng có thể nhận lệnh từ máy chủ bên ngoài để tải chương trình và bắt đầu đo, do đó, nó tương thích với các cánh tay robot để thực hiện các phép đo không người lái.

QDAS
Tự động tạo kết quả kiểm tra theo định dạng mà hệ thống QDAS có thể nhận ra.

Các trường hợp K có thể được tùy chỉnh dể liên kết máy VX với các thông số đầu ra.

Báo cáo văn bản tùy chỉnh: Người vận hành có thể xác định định dạng nội dung của báo cáo trong tệp văn bản và dữ liệu đo được xuất theo thời gian thực.
Ứng dụng
Máy đo flash được sử dụng rộng rãi trong ngành công nghiệp máy móc, điện tử, khuôn mẫu, ép phun, phần cứng, cao su, thiết bị điện hạ thế, vật liệu từ tính, dập chính xác, đầu nối, đầu nối, thiết bị đầu cuối, điện thoại di động, thiết bị gia dụng, bảng mạch in, thiết bị y tế, đồng hồ, dụng cụ, …












Đánh giá
Chưa có đánh giá nào.